创盈
工业化学品解决方案服务商!
金属表面处理、金属加工液、工业清洗剂、工业润滑油、水处理剂等专业供应商!
 |  |
13507185876 027-87518299 |

创盈
工业化学品解决方案服务商!
金属表面处理、金属加工液、工业清洗剂、工业润滑油、水处理剂等专业供应商!
| |
13507185876 027-87518299 |


创盈
联系人:熊先生
电 话:027-87518299 88233816
手 机:13507185876
创盈邮 箱:xiongxx@126.com
传 真:027-87518299
创盈网 址:wellsolar-power.com
地 址:武汉市东湖新技术开发区佳园路光谷国际大厦A座910室

KRB-802常温钢铁发黑剂
------节能、环保、高效
KRB-802常温快速发黑剂是我公司开发的新一代常温发黑剂,为节能、常温发黑剂。具有节能、快速发黑、改善劳动条件、降低生产成本等优点,可用于替代高温碱性发黑工艺。它有效地克服了传统高温发黑工艺存在的高能耗、低效率及对环境污染危害大等问题,同时也解决了传统常温发黑剂普遍存在的缺陷,即附着力差的难题。本产品技术先进,性能优良,其各项技术指标明显的优于传统常温发黑剂。适用于钢铁机械加工件、粉末冶金件及铸、锻件的氧化发黑(发兰)。
一、产品优势特点
1、常温系列,不需要复杂加热设备、节能效果好;
2、提高工作效率,生产批量灵活,可满足生产要求;
3、抗腐蚀性能比老工艺发黑件效果增强;
4、不产生有害气体,保护环境;
5、投资少,见效快,工艺简单,操作方便,比老工艺降低成本20%左右。发黑量:1公斤浓缩液可发黑钢铁表面8~10M2 。
本品可靠性、先进性表现于:
1、使用性能优越,对各种钢号适应性强,能处理硅钢、铸铁和包括08F冷轧钢板在内的低碳钢,解决了目前常温发黑技术中普遍存在的一个难题;
2、储存性能好,单组份溶液贮存期两年以上;
3、外观和耐蚀性符合GB/T15519-2002化学转化膜-钢铁黑色氧化膜(国家标准)、WJ535-82(兵器工业标准)和DIN50938(德国标准)。
4、发黑膜质量检查可在生产过程完成后随即进行,无需等待长时间后效;
5、发黑膜结合力好,耐磨性优于国内同类产品性能;
创盈
二、主要技术指标
项目 | 技术指标 |
溶液外观 | 蓝绿色透明液体 |
安全性 | 不燃不爆、不挥发、不腐蚀、运输安全 |
比重 | 1.05±0.01 |
PH值 | 2.0~3.0 |
工艺温度 | 常温5—40度 |
工艺时间 | 2~6分钟 |
膜层外观 | 呈均匀, 细密的亮黑色 |
附着力 | 用细白布均力往复擦500次以上不见基体金属 |
耐蚀性 | 3%硫酸铜点滴试验:30秒符合标准 5%的草酸溶液试验:8分钟符合标准 20%的醋酸点滴试验:10分钟符合标准 |
耐磨性 | 用NOS-ISO壹型磨耗试验机,测试符合Q/OJS0001-1995标准。 |
工作液配制 | 工作液按1:4~6对水配制使用 |
三、工艺流程和使用方法
1.工艺流程
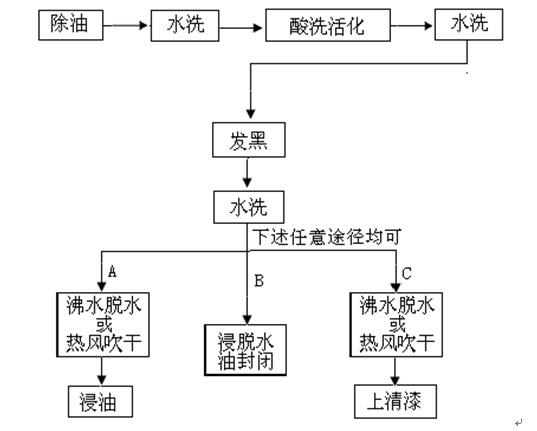
2.使用说明
(1)除油:可用KRB-2A2B除油粉剂进行,也可用常规碱性除油或清洗剂除油等方式。除油必须干净, 工件表面要求全润水,否则膜层容易发花,附着力差。为了达到处理效果,建议采用中温加热除油工艺。
(2)酸洗活化:可用我司KRB-3除锈剂进行。
(3)发黑:将清洗无油垢, 无锈斑的工件浸入KRB-802发黑剂中, 间隙翻动1~2次, 浸渍1~5分钟取出。再用自来水冲洗或漂洗。发黑后的工件在用自来水冲洗或漂洗之前如果能在空气中停放1~2分钟效果会更好。因为工件表面的残留发黑剂与空气中的氧接触可加速发黑膜的氧化过程,使膜加速变黑。另外,工件发黑时间的长短不是只允许在1~6分钟内。工件所需发黑时间的长短与发黑工件的材质和工作液有效成份的消耗有关。有的工件其发黑时间可能不需要1分钟,有的可能需要6分钟以上。
(4)浸油:发黑后的工件需要浸封闭剂。用户可以根据自己的条件和加工工件的使用目的, 采用工艺流程中A,B,C三种方法中的任何一种均可。
A.浸油: 将发黑漂洗过的工件用热风吹干或浸入高温沸水浴中0.2~0.5分钟,然后提出水浴利用工件余热自干,也可采用自然晾干。最后直接浸入KRB-AO702薄层防锈油或机油中进行油封。可用变压器油,普通机油,锭子油,也可涂加热的黄油,但不能用任何类型的回收废油。
B.脱水防锈油封闭: 将发黑漂洗过的工件浸入KRB-AO704脱水防锈油封闭3~5分钟并上下提动数次即可。
C.上轻漆:高档零件(光学仪器, 照相器材等), 需要高耐磨和光泽度好或需要高耐蚀性的工件, 可以经沸水脱水或用热风吹干后浸封闭剂(如聚氨酯漆或其它透明清漆)。如果发黑产品需要上轻漆,必须使用我公司提供的特种发黑剂才能达到预期效果。我公司提供的常规型发黑剂不能用于上轻漆。
另外,工序间的水洗过程一定要将前一工道工序的残留液清洗干净,最好采用流水漂洗或双水洗槽,以避免把前一道工序的残留液带入下一道工序的处理液中影响最后的发黑效果。
发黑剂使用一段时间后会产生沉淀,这是正常现象,不影响发黑剂的继续使用。如果沉淀累积较多,为了达到更好的使用效果,可将沉淀滤掉,或取上层清液继续使用。
当发黑剂有效成份消耗完毕,处理液不能继续工作,此时需完全更换新的工作液。不要将新的工作液加入到不能再发黑的旧处理液中混合继续使用。
四、发黑中常见缺陷的产生原因及消除方法
缺陷特征 | 产生原因 | 消除方法 |
膜层不均匀 | 除油不彻底 清洗不干净 工件重叠 | 加强除油 加强清洗 翻动工件1~2次 |
膜层附着力低 | 工件表面有残余物 酸度过大 | 加强前处理 调整溶液pH值至2左右 |
膜层黑度差 | 发黑时间太短 成膜剂消耗过大 | 延长发黑时间 补充更换新液 |
五、发黑剂配套产品
1、除油:KRB-2A2B除油粉剂
2、酸洗活化: KRB-3除锈剂 或 KRB-4中性除油除锈剂
3、发黑剂:KRB-802常温钢铁发黑剂
4、防锈油:KRB-AO702薄层防锈油 KRB-AO704脱水防锈油
六、产品包装和存放 25公斤/塑桶 存放在阴凉干燥处, 两年内不变质。





